

MOBILNÍ POJÍZDNÉ BETONÁRKY SKAKO - věžové betonárky
SKAKO group www.couvrot.com Automatické centrum s nejmodernější koncepcí výroby betonu na světě
 |
 |
 |
ŠPIČKOVÁ TECHNOLOGIE EU Z FRANCIE
MÍCHAČKA SKAKO
Pochopitelně vše začíná u míchačky. V ní se několik lopatek otáčí kolem dokola, jak jsme běžně zvyklí. Navíc se však další 1 až 2 lopatky při vlastním otáčení dále otáčejí samy kolem své osy a vytvářejí tak „valčíkový krok“ či „planetární pohyb“, jedinečný světový vynález f. COUVROT-Skako group, který vyvíjela celé ½ století. Že tento planetární pohyb je nedostižný si začali uvědomovat i evropští konkurenti, zvláště z Německa, když jej po výstavě Bauma 98 začali houfně okopírovávat. Protože však neměli naprosto žádné zkušenosti a desetiletí experimentů, zvolili průměr otáčení planetového pohybu větší než poloměr míchačky, čímž začalo docházet k nadměrnému opotřebovávání středu míchačky či častěji naopak průměr otáčení byl menší než poloměr míchačky, čímž střed míchačky nebyl promícháván. Protože přišli nato, že směs není dobře promíchávána, snažili se to vylepšit přidáním „virblu“, tedy malé rychle se točící vrtulky, která měla směs uprostřed dodatečně pomoci promíchat. Mimoto, že trpěla obrovským opotřebením však nepřinesla žádné významné zlepšení míchání. Planetární pohyb f. Couvrot- Skako group má průměr otáčení totálně vyexperimentovaný a vyelaborovaný pro dokonalé homogenní promíchávání celého obsahu míchačky. Rychlost lopatek planetárního pohybu se chvílemi buď přičítá či naopak odečítá od konstantní rychlosti míchačky, čím se vytvářejí tak žádané rázy či vlny ve směsi, které podstatně zlepšují míchání. Je velká řada výrobců, kteří mají v míchačkách pouze lopatky (i vetší množství za sebou), které se pouze rovnoměrně otáčejí.Jistě si na ně sami vzpomínáte. Ve svém principu nedělají nic jiného, než že tlačí míchanou směs pouze před sebou. Tento způsob dnes nepoužívá nikdo ani u domácích kuchyňských robotů. Naopak rafinovaný planetární pohyb je vymyšlen tak, aby pracoval ve dvou úrovních, čímž dochází k promíchávání směsi nejen horizontálním, ale také vertikálním směrem. U míchaček s větší kapacitou je pak počet rotujících lopatek zdvojnásoben, namísto jedné planety pracují dvě. Tento způsob zaručuje takřka dokonalé promíchávání prakticky jakýchkoliv směsí a to třeba i úplně suchých ve velmi krátkém čase. Tedy směsí od laboratorních betonů, směsí chemikálií pro využití v průmyslu, přes krmiva či suché maltové směsi, vsádky do vysokých pecí až po všechny druhy betonů, zvláštní místo však zaujímají speciální prefa betony, extra suché, s minimálním obsahem cementu 5-7% pro výrobu betonových tvárnic nové generace na sofistikovaných francouzských vibrolisovacích technologiích Quadra (www.quadra-concrete.com); pro výrobu předepjatých stropních nosníčků-putrelů a předepjatých stropních desek-predalů, betonových desek, dlažby , obrubníků a všech elementů pro celý betonový mobiliář města, speciální betony, drátkobetony z ocelových, plastových či skleněných jehliček, ultrajemné či obyčejné betony, v neposlední řadě tekuté betony a automixbetony. Řada unifikovaných sériově vyráběných modulů má kapacitu výroby už od 1 m3 betonu za hodinu až do 200 m3, což reprezentuje 440 t betonu za hodinu. K dispozici je systém s vodním mikroskrápěním, zařízení na odebírání vzorků betonu, zařízení na automatické tlakové mytí míchačky. Údržbu usnadňují dvoje až troje velké hermetické dveře umístěné z boku míchačky v diagonálním postavení, s trojnásobným zabezpečením proti uvedení míchačky do chodu,totálně elektricky odpojené, jsou-li otevřené. Nesype-li se kamenivo přímo do míchačky za přispění zemské gravitace,jako je tomu při věžovém uspořádání, jsou k dispozici automatické unifikované skipy. Vyprazdňování míchačky umožňují až tři automatická elektropneumatická propadla – výsypky v podlaze míchačky. Po vysypání směsi je míchačka naprosto prázdná, neboť lopatky lze nastavit výškově přesně kolmo k podlaze. Lopatky mohou být z plastické hmoty, vydrží pak 5x až 10x déle než ocelové - litinové. Problém opotřebení se týká jen litinových prstenců, jednoduše navlečených na držáky lopatek, a vysoce oděruodolných ocelových plátů na dně a bocích míchačky, které je třeba vyměňovat. Viděl jsem mnohokrát tuto míchačku nainstalovanou v uzavřeném prostoru, často i dobře tepelně izolovanou proti mrazu. Všude bylo neobyčejně čisto, žádný prach či cementové usazeniny, jak známe od nás. Je to výsledek automatického systému odsávání vzduchu s prachem z vnitřku míchačky a jeho opětovného navrácení.Míchačka pak připomíná spíše potravinářský stroj.
NÁSYPKY
Násypky na kamenivo jsou ocelové či betonové, menší o rozměru např.4x4 m, větší např. 5x5 m, pokud ovšem nenakoupíte unifikované násypky Compack viz dále. Nejmodernější způsob umístění je 1 až 2 m pod terénem a částečně nad terénem, takže auta mohou z rampy nasypávat kamenivo přímo do nich. Vše ostatní je pod zemí chráněno proti mrazu. Násypky nemají příliš velkou kapacitu, proto se kamenivo dosypává z volně ležících zásob (kde mohou být uskladněny stovky až tisíce m3 ) pomocí kolové velkoobjemové lžíce.
DVOJRYCHLOSTNÍ EXTRAKTORY VYSYPÁVAJÍ VELKOU A MALOU RYCHLOSTÍ
Vysypávání kameniva se provádí pomocí pneumatických vysypávačů či 2rychlostních nerez extraktorů.Při vážení kameniva nemáme čas, musíme vážit velmi rychle, jinak bychom nestačili navážit směsi pro míchačku. Proto Couvrot-Skako group používá 2 dvourychlostní extraktory součastně. Velká rychlost slouží pro rychlé a intenzivní vysypávání kameniva, pomalá rychlost pro jemné dovažování (přesnost navážení-toleranci-si nastavíte na řídícím počítači KOUGAR).Protože nás zajímá, kolik zbytkové vlhkosti je ve váženém kamenivu, jsou extraktory osazeny dynamickými měřiči zbytkové vlhkosti. V okamžiku, kdy se písek vysypává, kdy teče (proto dynamicky), vyzařuje vlhkoměr mikrovlnné záření a měří, kolik litrů zbytkové vlhkosti se nachází v 1 m3 písku. Naměří např.60 litrů zbytkové vody. Proto počítač okamžitě vyhodnotí tyto hodnoty a dá příkaz, aby extraktor dovážil ještě 60 kg písku. Tím uvede v soulad zadaný ideální recept na beton se skutečně naváženým množstvím písku.
Kdyby tam dynamický vlhkoměr nebyl, navážilo by se méně písku, neboť by se písek navážil i s 60 kg vody, ale do betonu by se přidalo množství cementu jako kdyby tam bylo původní množství písku. Tím by se vyrobil beton bohatší na cement „mastnější“, ale bez našeho vědomí a souhlasu. Plýtvali bychom tedy cementem, který bychom v betonu ovšem nepotřebovali.Proto dynamický mikrovlnný vlhkoměr v extraktorech šetří ročně značné úspory cementu a protože je cement drahý,dělá to ročně významnou částku.
VÁŽENÍ KAMENIVA
Kamenivo je váženo přímo na gumových pásových dopravnících, které jsou zavěšeny na měřících tenzometrech, propojených přímo s řídícím počítačem. Před každým vážením počítač váhu automaticky vynuluje. Z dopravníků se kamenivo nasypává do skipu. Při větší kapacitě centra nebo při použití více druhů kameniva se používají 2 gumové dopravníky umístěné proti sobě, neboť na jednom dopravníku by se nestačilo dostatečně rychle navážit požadované množství, resp. více směsí. Výhodou tohoto řešení je, že dopravníky nasypávají kamenivo do skipu součastně z obou stran, takže už v této fázi dochází k prvnímu promí-chání směsi navíc za poloviční čas. Toto řešení zabezpečuje i rovnoměrnost a rychlost výroby : jedna směs je v míchačce, druhá je připravená ve skipu nahoře nad míchačkou a třetí čeká navážená na gumových dopravnících, nejsou časové ztráty.
VÁHA NA CEMENT
Automatická váha na cement je upravená tak, aby se nezanášela cementem a je vybavena vibrátorem. Pracuje v součinnosti se šnekovými dopravníky s velkou a pomalou rychlostí vysypávání, pro jemné a přesné dávkování, které dopravují cement a filer ze sil. Váha vysypává cement s filerem přímo do míchačky.
SILA NA CEMENT
Záleží pochopitelně na výrobním programu, ale v zásadě se v optimální konfiguraci instalují 3 sila. Jedno na šedivý cement, druhý na bílý cement,a třetí na filer. Silo na šedivý cement má obyčejně největší objem a to i kvůli větší rezervě, neboť cement je nejdražší součástí betonu. (Proto se v Evropě dováží i z obrovských vzdáleností, např. z Itálie do Francie, protože úspory při použití levnějšího cementu jsou velké.) Dalším aspektem, na který se dbá, pochopitelně vedle běžných pevností ,je rychlost tvrdnutí betonu. Absolutně nejžádanější jsou cementy umožňující dosažení co největší pevnosti betonu v co nejkratší době. Bílý cement je základní podmínkou výroby barevných, pohledových betonových tvárnic nové generace a rekonstituovaného kamene.Do betonu se přidává bílý cement a barvivo, beton se probarvuje v mase. Tím se dociluje výrazných sytých barev - viz www.exincourt-beton.com . (Chci připomenout, že zvláště intenzivních barevných odstínů pohledových tvárnic i dalších prvků lze dosáhnout jen za použití bílého kameniva a písku- a eventuelně i barevného -, kterého je v západní Evropě jako šafránu, zatímco u nás je ho spousta v nejlepší kvalitě.) Použití nudného, odpudivého, šedého betonu pro městský mobiliář a veřejné zakázky je totiž v řadě zemích zcela zakázáno. Proto můžeme vidět ve Francii růžové dálniční mosty, vždy z prefabrikovaných prvků, barevné prvky ve městě, barevné betonové prefabrikáty pro domy atd. Ve Španělsku stanovují radní každého města i barvu použitého betonu. Např. zcela nová mnohakilometrová kolonáda v Alicante je z předepsaného oranžového betonu. Přesněji řečeno , kolonáda je vystavěná a zrekonstruovaná za použití desítek různých druhů betonových stavebních prefabrikovaných prvků nejrůznějších velikostí, avšak vždy ve stejné barvě.
FILÉR
Při výrobě betonu je možné určitou část cementu nahradit kamenným prachem – filérem. Nahrazuje se nejběžněji 15 – 25% cementu. V betonu se filér prováže s částečkami cementu a působí pak naprosto stejně jako cement. Filér musí mít určitou zrnitost blížící se cementu. Může být případně nahrazen i jiným prachem, avšak za žádných okolností ne popílkem či jinými vždy neobyčejně radioaktivními kompozicemi. Vzpomínám si, jak jsem před několika lety na žádost pracovníků jedné čs. firmy poslal do laboratoře ve Francii vzorky nějakých popílků, které byly co se týče radioaktivity údajně mnohonásobně pod normou. Ve francouzské laboratoři to následně vyhlásilo radiační poplach a francouzští pracovníci pak s hrůzou jeli v noci nasypat vzorky do moře.
PLASTITIFIKÁTORY, CHEMICKÉ PŘÍSADY A BARVIVA
Pro tyto komponenty neexistuje universální dávkovací zařízení či váha (plastifikátory a chem. přísady jsou tekuté, barviva tekutá a sypká, mají různou hustotu, žíravost apod.) a výrobci těchto přísad obvykle sami tato zařízení dodávají. Proto má řídící počítač vysazeny 3 elektronické vstupy pro chemické přísady a 3 vstupy pro barviva, kam se dávkovací zařízení napojí.
SVĚTOVÉ VÝVOJOVÉ NOVINKY FIRMY SKAKO Group FRANCE COMPACK
Zisky firem vyrábějících betonové zboží jsou víc než značné. Ovšem není to zadarmo, zisk nepřichází sám o sobě.Je permanentní nárůst konkurence, ceny výrobků proto stále klesají. Ve Francii platí nepsané pravidlo, že chcete-li mít stejný zisk jako před 5 lety, musíte zdvojnásobit obrat. Aby výrobci udrželi tento zisk, musí neustále nejen zkvalitňovat výrobu, ale především přicházet neustále s novými a novými výrobky, ale především rozšiřovat výrobu.
Ve Francii je obrovský tlak na krásně sytě probarvené betonové výrobky. Prodáváte-li obyčejné šedé výrobky, každý to považuje za běžné , tuctové zboží a všichni se snaží usmlouvat cenu na minimum. Je-li však betonové zboží nádherně probarvené, sytě barevné , zvláště jedná-li se o zahradní použití, nikdo s Vámi nediskutuje o ceně, i když je podstatně vyšší než u běžného šedivého. Je to proto, že kupujícími jsou hlavně ženy, které dávají přednost kvalitě a kráse a nepříliš už dbají na cenu.Stavíte-li např. bet. zeď okolo Vašeho pozemku, všichni si raději připlatí a postaví zeď z bílých tvárnic nahoře s červenou stříškou, se kterou už nebudou muset nikdy nic dělat a bude stále hezká, než aby ji stavěli z fádních šedivých tvárnic.Aby firmy vyrábějící betonové zboží byly schopny zabezpečit čím dál širší sortiment různých druhů navíc různě barevných betonů, jsou nuceni je mít neustále výrobně k dispozici.
Proto musí mít neustále k dispozici větší množství násypek (např. 15) s větším množstvím různého druhu kameniva, navíc v různých velikostech zrna a navíc v různých barvách. To proto, aby mohli okamžitě a neustále měnit při výrobě různé druhy betonů a zásobovat jimi různé druhy betonové výroby simultánně vyráběné. To způsobuje těžkosti, neboť je třeba mít velké baterie zásobních násypek, doplněných těžkopádnou manipulační technikou,komplikovanou dopravu kameniva nahoru do násypek, zabezpečení, aby kamenivo bylo opravdu nasypáváno do odpovídajících násypek. Stejně tak pak doprava kameniva z množství násypek přes dopravníky a skipy do míchačky.
Protože je tento úkol universální pro všechny výrobce betonové zboží všude na světě, rozhodla se firma Couvrot-Skako group – leader v oblasti míchání betonu, nainvestovat enormní prostředky a vymyslela a vyvinula universální, sériově vyráběný, unifikovaný modulární násypkový systém COMPACK, jehož jméno pochází ze sloučení slov kompaktní a balík (pack). Princip vychází ze sloučení dvou souběžných řad násypek, přičemž násypky mohou mít různý žádaný obsah, násypky mohou být libovolně děleny.
Kamenivo se však nenasypává do dvou dopravníkových pásů s 2 vážícími nezávislými systémy, jak je to nezbytné při tradičním řešení, ale vysypává se geniálně pouze do 1 společného vážícího a dopravníkového pásu, který je schopen zásobovat souběžně např. 2 skipy 2 míchaček. Vše je vyráběno unifikovaně, velkosériově (tedy nejlevněji) dokonale rychle smontovatelné a snadno rozmontovatelné, snadno přemístitelné - žádné svařování a montáž na místě jak je všude okolo Vás zvykem, dokonale pozinkované, předsmontované, již s hotovými všemi instalacemi, rozvody, odzkoušené, testované již přímo ve výrobním závodě při sériové výrobě, nic se pak již nikde nesvařuje, neupravuje, neflikuje. Množství montážních prácí při uvádění do chodu je extremně redukované .Kamenivo se dopravuje nahoru pouze 1 pevným (nepohyblivým) žebrovým dopravníkem a distribuuje se do všech násypek jednoduše pomocí obousměrného dvojramenného otočného gumového dopravníku. Vše je zakrytováno.
Jedná se o jedinečnou novou světovou koncepci, která přinesla obrovský úspěch f. Couvrot-Skako group, která byla nucena zdvojnásobit aktuelně svoji továrnu. Tím, že se vše již smontuje a vyzkouší ve výrobní továrně ,odpadají složité dlouhé a drahé montáže a svařovací práce tak známé při instalaci tradičních komponentů tradičních betonárek, čím výsledná cena je již u COMPACKU levnější. Pokud bychom však chtěli v budoucnu výrobu přemístit, není už vůbec o čem diskutovat, řešení COMPACK je totálně nejlevnější a totálně nejrychlejší.Aby vše mohlo proběhnout opravdu nejlevněji a nejrychleji, vyvinulo Couvrot-Skako group souběžně i prefabrikované základy, takže je stačí pouze přesunout na nové pracoviště.
MAGNUM
Výrobci betonů všude na světě potřebují pro svoji výrobu zabezpečit čím dál více různých druhů betonů, které potřebují vyrábět často souběžně až v několika míchačkách vedle sebe najednou, například šedivý základní beton a k tomu různé fajnové barevné betony. Proto firma Couvrot-Skako group opět zainvestovala značné prostředky do vývoje a výroby nové universální, sériově vyráběné unifikované modulární platformy MAGNUM, kde je možno nainstalovat i několik míchaček různé velikosti vedle sebe, přičemž pro zásobování kamenivem stačí pouze 1 unifikovaný násypkový systém COMPACK, pouze s 1 vážícím dopravníkem.
Vše je opět vyráběno velkosériově, tedy nejlevněji, modulové, unifikované, dokonale pozinkované, předsmontované, s již hotovými rozvody, vše odzkoušené a testované v továrně. Nic se nesvařuje, vše je snadno sestavitelné a smontovatelné, ovšem také snadno demontovatelné pro potřeby snadného přenesení výroby jinam.
Montážní práce při uvádění do provozu jsou extremně redukované. Přitom 1. patro platformy je na úrovni 4,75 m s míchačkami v bezpečnostní verzi, s protiskluznými plechy,s centrálním odvodem vody při mytí míchaček. Z 2. patra platformy Magnum je schodištěm snadný přístup ke všem váhám, pohonům, skipu, údržbě míchaček shora včetně jeřábových koček pro snadnou manipulaci při údržbových pracích. Úspora na všech pracích je tak značná, že se vyplatí koupit sériovou, neobyčejně kvalitní pozinkovanou platformu MAGNUM než složitě svařovat individuální platformy. Pokud bychom chtěli dokonce v budoucnu změnit výrobní místo, náklady na přemístění jsou doslova minimální. I v tomto případě Couvrot-Skako group vyvinulo a dodává i prefabrikované přenosné základy, které stačí zase pouze převést.
ORBITER
- rotující sonda měřící vlhkosti – světová senzace S měřením konzistence betonu byly vždy problémy. Někdo dával čidla a zastaralé plastoměry různě do míchaček, některé firmy v poslední době přispěchaly, jako s novinkou, s nainstalováním fixního čidla ve dně míchačky, které mělo měřit pravou konzistenci betonu. Bohužel, jako obvykle, toto fixní čidlo nebylo schopno překonat základní chyby při měření, jako je nehomogenita směsi či větší či menší vzduchové mezery mezi betonem, tím větší čím sušší beton byl . Tedy čím byl beton řidší, tím dopadalo měření lépe, což ovšem není to, co by nás nějak zvlášť zajímalo. Vyrábíme-li však chudý velmi suchý – zavadlý prefa beton pro výrobu betonových tvárnic nové generace na výrobní technologii Quadra, měření více či méně selhává. Tento fakt má největší důležitost ve světle skutečnosti , že tvárnic nové generace se ve Francii vyrábí každoročně tolik, že představují vzdálenost ze Země na Měsíc, kdybychom je proložili za sebou. Výroba tvárnic nové generace představuje 90% veškeré betonářské výroby ve Francii. Proto firma Couvrot-Skako group vyvinula a nainstalovala přímo do míchačky jako 1. na světě rotační mikrovlnnou sondu ORBITER. Snímání probíhá při rotaci sondy ORBITER přímo v betonu při míchání, tedy při značné obvodové rychlosti sondy v betonu, čímž je měření zdaleka nejpřesnější. Sonda Orbiter 50x za vteřinu vyzařuje mikrovlnné záření a měří konzistenci betonu, dává pokyn řídícímu počítači pro eventuelní okamžitou úpravu výsledné konzistence betonu přídavkem vody. Je to to nejlepší, co kdo v této oblasti doposud vynalezl a funguje to excelentně právě i při suchých prefa betonech. Nemá cenu se zmiňovat o tom, že sonda je okapotovaná keramickým vysoce oděruodolným pláštěm.
ŘÍDÍCÍ AUTOMATISMUS KOUGAR
Všechna automatická centra na míchání betonu Couvrot-Skako group jsou řízena automatickým řídícím systémem KOUGAR ve třech úrovních: 1) počítačem 2) programovatelným automatem 3) elektronickými a elektrickými ovládacími prvky
ŘÍDÍCÍ SYSTÉM KOUGAR (AUTOMATISMUS)
Automatické řízení završuje počítač, mající již v základní verzi v paměti receptury až na 1000 druhů betonů. Zadává na náš pokyn jaké betony se budou vyrábět a v jakém pořadí, měří výslednou vlhkost betonu. Řídí vážení a dynamické měření zbytkové vlhkosti ve vstupním kamenivu, váží cement, dávkuje vodu, chemické přísady, barviva. Zároveň zobrazuje synopticky (obrázkově), jaká činnost právě probíhá. Může vytisknout dodací listy, kde je vyčísleno ideální a skutečné množství navážených komponentů betonů, případně i provést fakturaci. Počítač dále bilancuje spotřebu všech materiálů, např. za den, týden, měsíc, rok, vyčísluje náklady na výrobu, hlídá zásoby, vstupy materiálů. Provádí optimalizaci výroby. Potřebuje-li zákazník vyrobit např. 20 m3 betonu na určitou zakázku, počítač rozdělí rovnoměrně vsádky tak, aby v poslední nezbylo k výrobě např. pouze 200 kg betonu. Dodací list pak vystaví na celou zakázku. Na počítači je možné nastavit i toleranci při vážení. Čím přesněji chcete navážit příměsi, tím déle to trvá, neboť počítač musí i několikrát dovažovat za pomoci extraktoru a jemného vážení. Tím ovšem může dojít ke zpomalení výroby. Počítač umožňuje snadné a okamžité změny při výrobě a zadání parametrů, zvláště pak vlhkosti. Je obrovským a novým pomocníkem i při údržbě. Zaznamenává totiž všechny provozní údaje a sám si údržbu hlídá. Navíc v případě potřeby vyšle přes moden všechny potřebné údaje do ústředí (ve Francii). Technici je tam pak mohou překontrolovat, aniž by museli kamkoli cestovat např. při závadě. Má-li zákazník třeba na Dálném východě s něčím problém, prověří jimi zadaný postup a sdělí korekci.
PROGRAMOVATELNÝ AUTOMAT
Všechny výrobní úkony jsou řízeny programovatelným automatem.Avšak všichni zákazníci na celém světě mají panickou hrůzu, že se výroba zastaví při poruše počítače, kterou nebudou schopni opravit. Proto vypadne-li náhodou , výroba běží dál zcela automaticky s posledním zadaným programem. Libovolné úkony však lze zadat i ručně.
ELEKTRONICKÉ A ELEKTRICKÉ OVLÁDACÍ PRVKY
Všechny prvky centra lze ovládat i elektricky. Proto v případě, že by vypadla úroveň 2 (programovatelný automat), zbývá ještě možnost ručního ovládání. Třístupňové řízení centra (tzv. blbuvzdorné provedení) má velikou důležitost, neboť zákazníci se nemusejí obávat poruch a tím i velkých ztrát při výrobě. Toto řešení omezuje ztráty maximálním způsobem a dodává zákazníkovi jistotu.
VĚŽOVÁ CENTRA COUVROT-SKAKO
Výše popsané konfigurace automatického centra na výrobu betonu byla, dalo by se říci, ve standardním uspořádání v „linii“ kdy násypky a betonárky jsou v jedné ose. Stále více zákazníků však dává přednost „věžovému“ uspořádání automatického centra, kde se na platformě nachází míchačka či více míchaček. Nad míchačkou je vážící násypka a nad ní soustava řady násypek. Konfigurace pracuje vertikálně na principu zemské gravitace. Kamenivo je zemskou gravitací vysypáno do vážící násypky, ze které se pak opět za pomoci zemské gravitace nasypává do míchaček stejně tak jako cement z váhy na cement, hotový beton se opět za pomoci zemské gravitace vysypává do kamionů či se přivádí do výroby dopravníky.
Kamenivo je přiváděno nahoru do „věže“ dlouhým pevným pásovým žebrovým dopravníkem a nahoře distribuováno do jednotlivých násypek, např. 6ti či 8mi, otočným dopravníkem.
Práce tohoto centra je rychlá a precizní s minimálním vlivem poruch na výrobu. Stupňuje se na maximum výrobní kapacita, neboť navážená násypka je připravená k další vsádce do míchačky. Je neobyčejně snadné měnit recepty na beton. Zkvalitňuje se výroba, jistota výroby je mnohonásobně vyšší. Malá plocha tohoto věžového centra šetří pozemek, přijde vhod zvláště při drahých pozemcích. Odpadají rozličné opotřebitelné mechanismy a elementy jako vážící dopravníky, skipy, lana, navijáky, odpadá složitá údržba. To oceňují všichni zákazníci na celém světě a to i přesto, že je věžové uspořádání výrobního automatického centra značně dražší než standardně realizované betonárky.
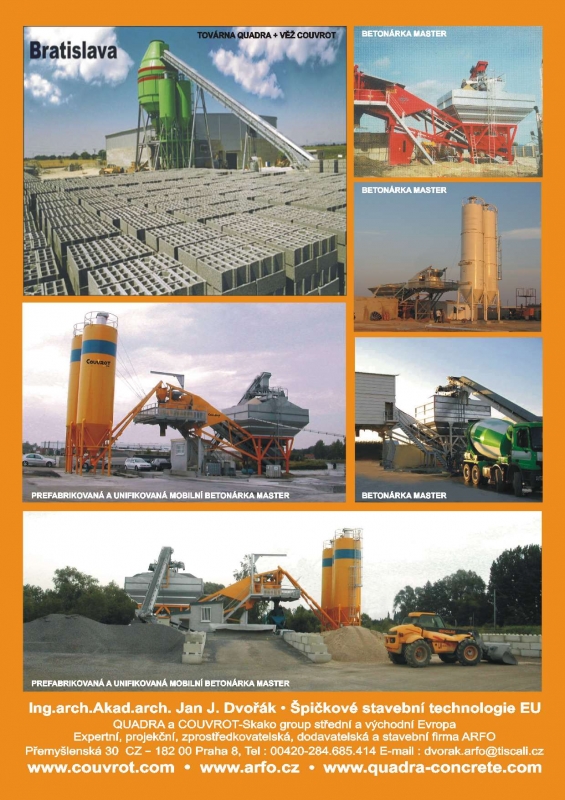
Proto ani výrobce největší a nejmodernější továrny na betonové tvárnice nové generace se sofistikovanou výrobní technologií Quadra v Bratislavě, Slovenská republika neváhal a zabezpečil velkokapacitní výrobu tvárnic nové generace právě automatickým centrem s nejmodernější koncepcí výroby betonu na světě ve věžovém uspořádání Couvrot-Skako group,která průběžně dodává beton do lisu Quadra, ale zůstává ještě i volná kapacita na prodej betonu zákazníkům na stavby.
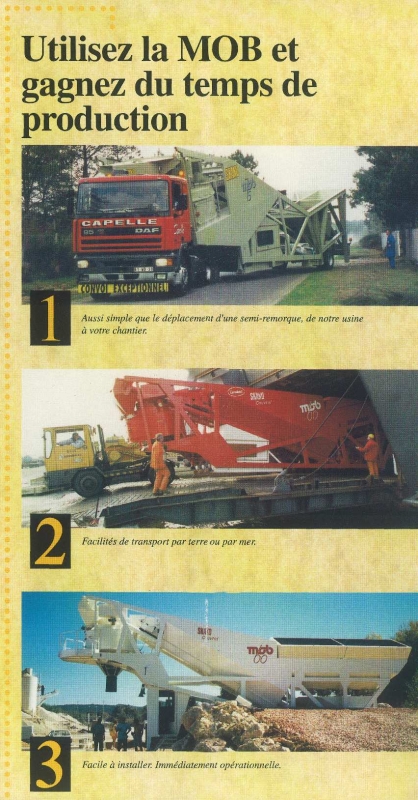
MOBILNÍ CENTRUM MOB MASTER
Nelze se nezmínit o tom, kde a jak beton připravit. U nás se často veze kamenivo 40 km k betonárce a pak zase zpět 50 km na stavbu. Doprava, jak každý snadno vydedukuje , je potom dražší než vlastní beton.
Proto Couvrot-Skako group připravilo mobilní verzi MOB MASTER svého automatického centra s nejmodernější koncepcí výroby betonu na světě. MOB Master se vyrábí v různých velikostních řadách od 20 do 150 m3 betonu za hodinu a Couvrot-Skako group se stalo jejich největším producentem na světě. Namísto aby jste na výrobním místě sestavovali a svařovali tradiční míchačku, f. Couvrot-Skako group již vše svařila, sešroubovala, smontovala a zapojila, vyzkoušela a seřídila za Vás, takže stačí MOB pouze zapřáhnout a dovést na místo výroby betonu. Mob Master má 4 zásobníky na kamenivo, dopravníkový vážící pás, vlhkoměry a řídící automatický systém KOUGAR Výhoda je jasná – mobilní centrum přivezete na místo, kde se betonuje, za ½ dne vše nainstalujete a připravíte k výrobě. Kamenivo i vodu berete z místních zdrojů, dovezete jen cement. Beton na stavbu vezete 5 – 10 minut. Můžete tak snadno splnit 2 základní podmínky při výrobě betonu :
1) cement nesmíte naředit vodou, neboť jej strhnete
2) musíte beton zpracovat ve velmi krátké době např. 15 minut, jinak začíná tvrdnout a žádné zpomalovače jej více či méně nezachrání
Proto pokud vyrobíte tekutý automixbeton, 3 hodiny ho vezete na stavbu, jak je běžné např. v Praze, neustále jej dořeďujete vodou a neustále jej mícháte, je zcela evidentní, že většina cementu je již zcela zničená v okamžiku použití a využije se pouze malá část cementu. Pro lepší představu je to to samé, jakoby jste do zatvrdávající sádry přidali vodu a zamíchali. Když by po chvíli opět začala tuhnout, opět by jste přidali vodu. Nakonec by zbyla jen „ztrhlá“ sádrová kaše. Můžete si to ověřit faktem, který je třeba vzít na vědomí, totiž že při výrobě betonových tvárnic nové generace na výrobní technologii Quadra se používá v betonu pouze 5% cementu a bohatě to stačí, přičemž betonové tvárnice mají neslýchanou pevnost 8 – 12 Mpa, tedy jedna unese 80-120 T. Je to tím, že speciální suchý zavadlý „prefabeton“ pro výrobu Quadra obsahuje jen 20-40 l vody na 1 m3 betonu a zpracovává se do 10 min. Tím se naplno beze zbytku využívá kvalit cementu. Proto také zákazník z Kazachstánu nyní koupil pro svoji výrobu betonových tvárnic nové generace na technologii Quadra tento MOB Master 2000. V automixbetonech z tohoto důvodu musí být mnohonásobně větší množství cementu. Proto se ve Francii používají MOBy Mastery i při stavbě dálnic v čím dál tím větší míře. Můžete totiž vyrábět suchý zavadlý beton, na obyčejném nákladním automobilu jej dopravit za 10 minut na místo určení a tam beton zaválcovat. Můžete přitom použít podstatně méně cementu (často méně než ½ než obvykle) tím však získáte enormní úspory při výrobě, neboť cement je velmi drahý. Můžete tak prodávat beton podstatně levněji než Vaši konkurenti. A to je snad vůbec nejdůležitější, neboť dnes se všichni dívají především na finanční stránku věci. Kdo vlastní MOB Master, vyrábí směs či beton nejlevněji a nejkvalitněji. To je také jediný důvod, proč firma Couvrot-Skako group je světovým leaderem i v oblasti mobilních center MOB. Spoléhá už 50 let výhradně na svůj vývoj a prodala do světa už 400 mobilních center MOB. Mnoho jich jezdí i v Německu. MOBy teď začaly nahrazovat standardní betonárky. Jsou totiž často lacinější a rychle se nainstalují než tradiční betonárky. Továrna Couvrot-Skako group musela teď zdvojnásobit výrobní prostory, výroba MOBů Master se zčtyřnásobila. Použitý či repasový MOB Master není k dispozici, nikdo jej totiž za žádnou cenu neprodá.
Nejprodávanější je verze MOB 60, vyrábějící 60 m3 automixbetonu za hod, objem míchačky 1,25 m3 obsahující :
4 zásobníky kameniva 4 x 15 tun
Moden pro monitorování výroby přímo ve Francii
Řídící kabina s vytápěním v protiprachové úpravě
Patentové dynamické měření zbytkové vlhkosti kameniva. Automatické vážení.
„Blbuvzdorný“ řídící a programovací systém KOUGAR pod Windows s 3úrovňovým řízením včetně monitoru a tiskárny–až 1000 receptů na optimální složení betonových směsí. Možnost okamžitých změn při výrobě. Optimalizace výroby.
Zobrazení poruch přímo na počítači s návodem na odstranění a s modemem umožňující kontrolu přímo v továrně ve Francii. Patentové mikroskrápění. Přesný patentový digitální Wattmetr se záznamovou křivkou pro kontrolu kvality betonu. Osazení kompresorem na vzduch a olej. Možnost automatického mytí míchačky
Možnost počítačem řízeného dávkování chemických přísad a barviv A pochopitelně nejprogresivnější Orbiter, rotující čidlo pro měření vlhkosti betonu Je k neuvěření, že v ČR a SR není doposud ani jeden MOB - MASTER
-

Mobilní betonárka v přepravní poloze
-

Mobilní betonárka Skako v pracovní poloze
-

Mobilní betonárka Sako
-

Mobilní betonárka Skako s 5 integrovanými násypkami
-

Možnost nainstalování 2 vyprazdňovacích propadů a trychtýřů
-

Mobil. betonárka -plnění kamenivem
-

Mobilní betonárka včetně zařízení Distrimatic
-

Mobilní betonárka s Distrimaticem
-

Mobilní betonárka včetně zařízení Distrimatic
-

Mobilní betonárka včetně zařízení Distrimatic
-

Schema pohybu míchání - valčíkový krok
-

Magnum - platforma pro 2 a více míchaček
-

Compack - mnohonásypkový systém
-

Míchačka Skako
-

Násypka pro postupné vysypání kameniva z náklad. aut
-

Násypka pro okamžité vysypání kameniva z náklad. aut
-

Interier míchačka Skako
-

Rotující sonda Orbiter pro měření vlhkosti betonu
-

3 dveře po obvodu míchačky pro snadnou údržbu interieru
-

Betonárka Skako ve věžovém uspořádání
-

Betonárka Skako ve věžovém uspořádání





















Kontakty
Dipl. Ing. arch. Akad. arch. Jan Josef Dvořák — ARFO International
ŠPIČKOVÉ STAVEBNÍ TECHNOLOGIE EU - QUADRA
Adresa:
Přemyšlenská 30,
CZ - 182 00 Praha 8
Czech Republic
Tel/Fax : +420 284 685 414
Mobil: +420 777 011 701
E-mail : dvorak.arfo@tiscali.cz